Every 110 Seconds, a Truck Engine Leaves the Assembly Line
Scania's plant headquarters in Södertälje, south of Stockholm, Sweden, covers all the build processes in commercial vehicle manufacturing, from foundry to final assembly. Together with Scania, KUKA integrated the most modern assembly line for engine blocks at this plant to date, thus laying the foundation for the new generation of commercial vehicle engines.
For more than 35 years, KUKA has been successfully integrating assembly and test systems for the automotive industry on an international scale, optimizing production through efficient automation solutions.

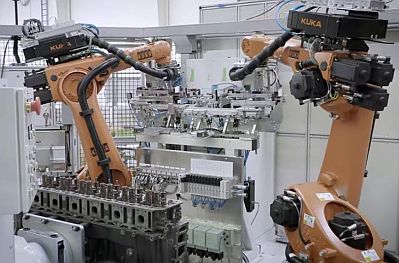
KUKA implemented a modern assembly line for commercial vehicle engines at this Scania plant in Sweden.
The KUKA team of experts, based in Bremen, Germany, was commissioned with the design, construction and assembly of the 21 stations for the truck assembly line -- as well as the associated system linkage -- at Scania's plant in Sweden.
The innovative five- and six-cylinder in-line engines manufactured at the plant are assembled on a KUKA transport system with intelligent and self-moving workpiece carriers. The 65 workpiece carriers are designed for ergonomics and enable a working position that can be individually adapted to the worker. The transport system is complemented by KUKA's fully and semi-automated processes.
VIDEO: Engine block assembly line for Scania's trucks of tomorrow
"Our robot-based automation solutions enable flexible and efficient manufacturing processes that meet customer requirements for more variety and with regard to future developments," said Markus Laukötter, Project Manager at KUKA Assembly & Test GmbH.
Efficient Automation Through Optimum Process Handling
Within the 21 state-of-the-art engine blocks stations, 15 robots handle the assembly of the innovative five- and six-cylinder engines in fully and semi-automated processes.

Fully flexible and self-moving workpiece carrier
13 fully automated stations handle various testing, bolting and joining processes. This includes bolting the connecting rod bearing cap, feeding, setting and bolting up to 38 cylinder head bolts, as well as bolting the cylinder head cover and the oil cooler module. Crankshaft torque testing is performed both fully and semi-automatically.
"A particular challenge was the adjustment of the valve clearance in the cylinder head. This was solved and realized for the first time by integrating a twin screwdriver on the robot," explains Laukötter. Previously, the valve clearance adjustment was still carried out manually. The robot-based solution, on the other hand, allows the different approach positions on the component to be reached as variably as possible.
Automation all along the line: The component is transformed from empty block to finished engine block over a length of 105 meters.
Further stations take care of the leakage test and the adjustment and measurement of the tooth backlash, partly in cooperation with the worker. The placement and inspection of the bearing shells and thrust bearings as well as the assembly and bolting of the main bearing cover are assembled here.
In the manual station, the loading of the engine block, or more precisely the cylinder crankcase, is carried out by means of a lift function to the workpiece carrier. "A technically challenging project that we successfully brought to production readiness in a very open and transparent manner together with the customer," says Laukötter.
Want more information? Click below.
Rate this article
View our terms of use and privacy policy ::m::